Perfect Vision for Perfect Contact Lenses
Automated Optical Inspection(AOI) in contact lens manufacturing
In the fast-growing world of daily disposable contact lenses—trusted by millions for clear, comfortable vision—every lens must meet uncompromising quality standards. AI-powered Automated Optical Inspection (AOI) enables 100% inspection at production speeds, safeguarding patient safety while maximizing throughput and yield.
Automated Optical Inspection (AOI) in contact lens manufacturing
Contact lenses are medical devices, so zero defects are non-negotiable. A tiny scratch or particle could cause discomfort or serious eye issues. Manual inspection cannot keep up with high-volume lines producing hundreds of lenses each minute, and it’s prone to human error.

Inline inspection in high-volume contact lens production
In modern production lines, inspection takes place before the blister pack is sealed, with the lens fully submerged in saline. At this stage, AOI must detect cosmetic and safety-critical defects while maintaining precise timing and repeatability on fast-moving conveyors.
AOI enables:
Patient safety through 100% inspection
Consistent, fatigue-free results around the clock
Matching production speeds without bottlenecks
Higher yield by catching issues early
Full regulatory compliance, including FDA 21 CFR Part 11, through automated logging
Inspection challenges in contact lens manufacturing
Contact lens inspection presents several unique challenges due to the transparent material, saline environment, and high production speeds.
Bubble vs. Particle dilemma: Air bubbles from the filling process often appear visually identical to foreign particles in darkfield images, causing false rejects and wasted good lenses.
Low-contrast micro defects: Micro-tears, edge chips, scratches, and haze must be detected on transparent lenses immersed in saline, where reflections and optical noise reduce contrast.
Micron-level defect detection: Typical defect sizes can be extremely small, often around 8–20 µm in width and 5–100 µm in length.
Resolution vs. throughput trade-off: Reliable detection typically requires defects to cover at least 3 pixels, leading to imaging resolutions of roughly 3–5 µm per pixel, while inspection must still keep pace with hundreds of lenses per minute.
Non-rigid object measurement: Hydrated lenses are soft and flexible, making accurate edge detection and dimensional measurement difficult without carefully designed optics and algorithms.
Achieving reliable detection under these conditions requires a carefully optimized combination of illumination, optics, camera resolution, and inspection algorithms.
Need help? Talk to a Vision ExpertRelated use case:
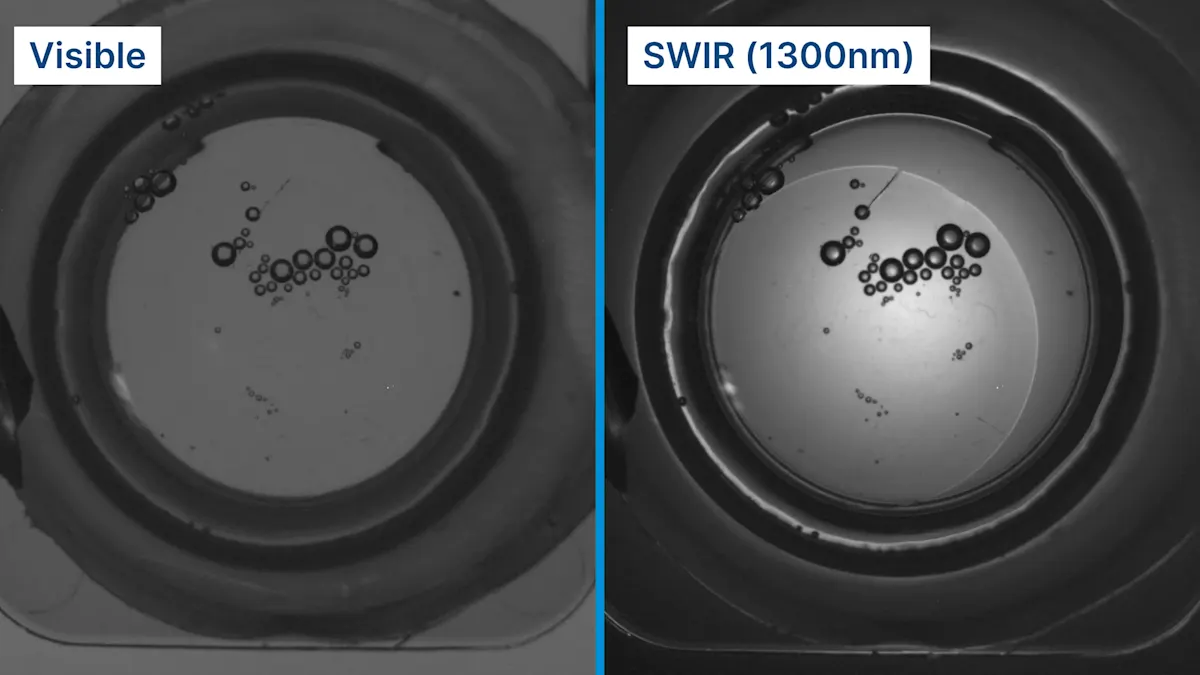
In applications involving non-colored contact lenses or low-contrast conditions, SWIR imaging can be considered as an alternative approach to improve material contrast without relying solely on complex illumination setups.
Mastering illumination: The key to seeing the invisible
Inspecting a transparent contact lens immersed in saline is inherently challenging—the lens almost disappears as its refractive index closely matches the liquid, while brightfield illumination produces overwhelming glare from multiple curved surfaces.

Typical refractive indices illustrate the challenge:
Saline solution: ~1.336
Hydrogel contact lens: ~1.40
Silicone hydrogel lens: ~1.42
Because the difference is small, the lens boundary produces very little contrast in conventional brightfield imaging.
Darkfield illumination changes this. Low-angle lighting scatters only from surface and internal defects, leaving the lens body dark while imperfections such as tears, particles, or bubbles appear as bright features against a black background. Lens edges emerge as crisp circular rings.
This robust optical setup delivers the high-contrast images required for reliable detection—making defects stand out clearly, like dust illuminated in a sunbeam.
Machine vision architecture for reliable contact lens inspection

Optical configuration for transparent lens inspection
Reliable contact lens inspection requires carefully designed optical geometry and stable imaging.
Typical inspection configurations may include:
Low-angle darkfield illumination
High numerical aperture optics
Telecentric or low-distortion lenses
Polarization control
High-resolution monochrome industrial cameras
Because optical requirements vary depending on lens material and hydration state, vision solution providers often need to support system engineers in optimizing illumination geometry and validating inspection feasibility.
Talk to an optical expert
Reliable industrial imaging with Basler cameras
Reliable AI inspection starts with reliable images. Basler cameras provide stable, high-quality image acquisition that forms a dependable foundation for downstream image processing and AI analysis.
Basler’s industrial vision components offer:
High-resolution monochrome global shutter cameras for sharp, distortion-free imaging of small defects
Industrial interfaces such as GigE Vision for stable and reliable data transmission
Compact camera designs that integrate easily into space-constrained inspection machines
A wide product portfolio allows system designers to select appropriate resolution, speed, sensor size, and interface for stable image acquisition in both rule-based and AI-based inspection.
Explore Basler vision components for transparent object inspectionInspecting hydrated contact lenses in saline is one of the most demanding optical scenarios in machine vision. With the right darkfield geometry and stable imaging, even micron-scale defects can be detected reliably at production speeds.
Key takeaways for contact lens inspection
Contact lens inspection combines several challenging imaging conditions, including transparent materials, saline immersion, micron-scale defects, and high production speeds.
Reliable machine vision inspection requires:
Optimized illumination, typically low-angle darkfield, to reveal surface defects on transparent lenses
Carefully designed optical geometry to stabilize imaging of curved lenses immersed in saline
Sufficient spatial resolution to detect defects as small as 8–20 µm
Stable image acquisition to support both rule-based and AI-based inspection workflows
Balanced system design, ensuring high resolution while maintaining throughput for high-volume production lines
By combining appropriate illumination, optics, and industrial imaging components, machine vision systems can enable reliable inline inspection in modern contact lens manufacturing.